Разделы сайта
- Главная
- Электроника: интересно и познавательно
- Организация производства радиоэлектронной техники
- Телефонные переговоры по технологии IP-телефонии
- Информационно-компьютерная система службы видеонаблюдения
- Физические основы электроники
- Автоматические системы управления
- Цифровые устройства и приемники
Сборка компонентов на печатных платах
Сборка компонентов на ПП состоит из подачи их к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, сопряжения со сборочными элементами и фиксации в требуемом положении. Она в зависимости от характера производства может выполняться вручную, механизированным или автоматизированным способами.
Применение ручной сборки экономически выгодно при производстве не более 16 тыс. плат в год партиями по 100 шт. На каждой плате должно быть расположено не более 100 элементов, в том числе 20 ИС. Существенным достоинством ручной сборки является возможность постоянного визуального контроля, что позволяет использовать относительно большие допуски на размеры выводов, контактных площадок и монтажных отверстий, делает возможным обнаружение дефектов ПП и компонентов. При объеме выпуска, требующем установки на платы 0,5 .5 млн. эл./год и плотности каждой до 500 элементов, применяют оборудование с пантографами, оснащенное механизированными укладочными головками. Если число устанавливаемых компонентов составляет от 5 до 50 млн. шт. в год, целесообразно использовать автоматизированное оборудование с управлением от ЭВМ. В условиях массового выпуска однотипных ПП (0,5 . 1 млн. шт. в год) применяются многостаночные линии, в которые входит до 50 единиц автоматического оборудования.
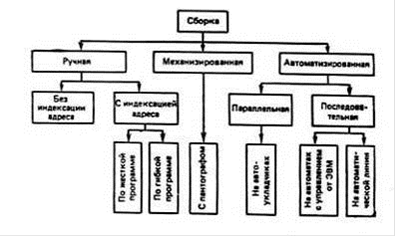
Рис.9. Способы сборки компонентов на печатных платах
На ручную сборку компоненты целесообразно подавать подготовленными с облуженными, формованными и обрезанными выводами, уложенными по номиналам в технологические кассеты или магазины.
Основная задача сборщика состоит в оперативной и правильной установке требуемого элемента на место, обусловленное конструкцией ПП. Чтобы уменьшить число ошибок, при сборке на ПП со стороны установки компонентов способом шелкографии наносится их номер и направление установки или используется эталонная собранная плата. Кассеты и магазины элементов имеют аналогичные обозначения и располагаются вокруг места сборщика на удобном для него расстоянии. Печатные платы устанавливаются в держателе при помощи быстрозажимных фиксаторов. Повышение производительности достигается использованием многопозиционного держателя, в котором параллельно друг другу располагается несколько ПП. Рабочий за один прием устанавливает необходимое число одинаковых элементов на все платы. Установка дискретных элементов не требует вспомогательных средств, при сборке ИС используются специальные механические держатели, обеспечивающие заданное положение всех выводов, или вакуумные захваты. После сопряжения компонентов с поверхностью ПП их положение может фиксироваться:
подгибкой выводов у пассивных элементов (если не предусмотрен формовочный «зиг»);
двумя диагонально расположенными выводами у ИС со штыревыми выводами;
приклеиванием к плате флюсом, клеем, липкой лентой;
путем установки в специальные держатели, расположенные на плате.
Производительность и качество ручной сборки повышаются при использовании сборочных столов с индексацией адреса установки компонентов. Каждое рабочее место комплектуется кассетницей элеваторного или тарельчатого типа (рис. 10), связанной с устройством индексации.
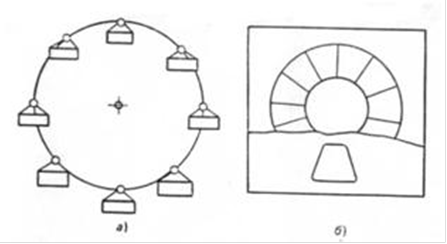
Рис. 10. Кассетницы элеваторного (а) и тарельчатого (б) типов.
При работе по жесткой программе предварительно из пластмассы создается сборочная матрица, в которой в соответствии с чертежом ПП располагаются светодиоды с шагом 2,5 мм. На наборном поле этой матрицы программируется последовательность подачи сигналов на группу светодиодов, т. е. место установки элементов. Параллельно с этим при помощи ламп маркируются кассеты. Подготовленная матрица укрепляется на рабочем столе, на нее укладывается ПП и фиксируется по базовым штырям. При подключении сборочного стола к сети загорается первая пара светодиодов в матрице, которые определяют положение элемента на плате, и лампочка на кассете, из которой необходимо взять элемент (или кассетница поворачивается нужной позицией к окошку в сборочном столе). После установки элемента автоматически осуществляется переход к установке следующего. Определенный знак полярных элементов или первый (определенный) вывод многоконтактных элементов (реле, ИС, транзисторов) указывается мигающим светодиодом. Заканчивается сборка проверкой качества установки: на матрице не должен гореть ни один светодиод.
Интересное из раздела
Построение телефонной сети малого предприятия на программной АТС Asterisc
В настоящее время телекоммуникационные технологии находятся на столь высоком
уровне развития, что внедряются абсолютно в любые устройства, начи ...
Цифровой КИХ-фильтр для частотной селекции измерительных сигналов
Цифровой фильтр (ЦФ) - устройство, пропускающее, либо подавляющее заданные в цифровой форме сигналы в определенной полосе частот. В отличие от аналоговых фильтров, у кото ...
Автомат для кормления аквариумных рыб
Автомат для кормления аквариумных рыб - устройство предназначенное для автоматического сброса корма для рыб в аквариум.
Цель курсового проекта - разработка конструкции и ...