Разделы сайта
- Главная
- Электроника: интересно и познавательно
- Организация производства радиоэлектронной техники
- Телефонные переговоры по технологии IP-телефонии
- Информационно-компьютерная система службы видеонаблюдения
- Физические основы электроники
- Автоматические системы управления
- Цифровые устройства и приемники
Технология сборки и монтажа печатного узла устройства
Минимальный радиус изгиба определяется размером 2d, где d - диаметр вывода.
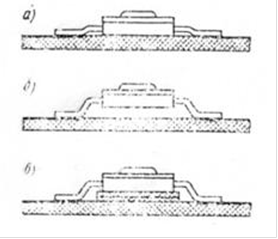
Рис. 7. Варианты формовки выводов и установка на печатную плату микросхем с планарными выводами.
На рис. 7 показана формовка выводов и установка па печатную плату микросхем с планарными выводами для вариантов установки без зазора (а), с зазором (б) и с прокладкой (в). При монтаже без зазора корпус микросхемы устанавливают па печатную плату, ориентируют выводы относительно контактных площадок и припаивают. Корпус удерживается за счет подпайки выводов или его еще приклеивают к поверхности платы клеями типа ЭПН-20, ЛН пли лаком УР-231. При установке корпуса микросхемы на прокладку (чаще всего в виде полоски из стеклотекстолита толщиной до 0,3 мм) последнюю предварительно приклеивают и к ней в свою очередь приклеивают корпус. В некоторых случаях для отвода тепла и экранирования микросхем используют металлические прокладки, которые изолируют от поверхности платы специальной пленкой. Ha рис. 8 показаны два варианта формовки штырьковых выводов микросхем.
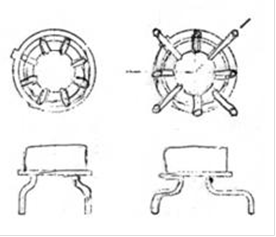
Рис. 8. Варианты формовки штырьковых выводов микросхем.
После формовки и подрезки выводов следует технологический процесс горячего лужения, который, состоит из следующих операций:
. флюсование выводов;
. лужение в расплавленном припое;
. удаление остатков флюса;
. контроль.
Наиболее сложной является операция лужения, поскольку следует выдержать расстояние от облученной части выводов до корпуса микросхем в пределах 1±0,5 мм.
Для лужения используется припой ПОС-68 с температурой 513±5 К. Выдержка выводов в припое в течение 3±0,5 с осуществляется с помощью реле времени.
При подготовке микросхем к установке па печатные платы следует также руководствоваться отраслевым стандартом ОСТ ГО.054.087 «Узлы и блоки радиоэлектронной аппаратуры. Подготовка навесных элементов к монтажу». Этот стандарт устанавливает типовые технологические процессы подготовки микросхем к установке па печатные платы.
Установка навесных радиоэлементов и микросхем на печатные платы производится ручным способом или специальными укладочными машинами. В первом случае для подрезки и подгибки выводов используют специальные установки. Также используют полуавтоматы для установки навесных радиоэлементов с осевыми выводами па печатную плату. В подающее устройство радиоэлементы загружают поштучно вручную, с помощью кассет или лент с вклеенными радиоэлементами. В полуавтомате предусмотрена перенастройка подающего устройства на различные типоразмеры радиоэлементов.
Для установки микросхем на печатные платы применяют различные устройства и полуавтоматы. При этом следует иметь в виду, что микросхемы в корпусах со штырьковыми выводами устанавливают только с одной стороны платы без зазора или с зазором, а микросхемы с планарными выводами могут устанавливаться с двух сторон печатной платы. Это объясняется тем, что монтаж штырьковых выводов, как правило, производят в сквозные отверстия, а планарные выводы можно припаивать к металлизированным контактным площадкам, расположенным на обеих сторонах печатных плат.
Электрический монтаж выполняют в соответствии с технологической документацией, включающей в себя монтажные схемы прибора и отдельных сборочных единиц, таблицы монтажных соединений, технологические карты поэтапного выполнения электрического монтажа, специальные технологические инструкции.
В настоящее время используются две основные разновидности электрического монтажа:
а) мягкий с использованием монтажных проводов, кабелей и жгутов;
б) жесткий с использованием монтажных печатных плат.
Жесткий монтаж обладает рядом неоспоримых преимуществ, главными из которых являются повышение надежности работы приборов, уменьшение их габаритов, резкое снижение трудоемкости монтажно-сборочных работ, возможность механизации и автоматизации производства. Особенности определяется механизмом подачи элементов: при ручной подаче - 1500 .3000 эл./ч, из вибробункера - 5 . 10 тыс. эл./ч, с ленты - до 20 тыс. эл./ч.
Подготовка к монтажу ИС с пленарными выводами осуществляется на автоматической линии (ГГМ2.249.020), включающей унифицированные модули распаковки ИС из тары-спутника, формовки и обрезки выводов, флюсования и лужения выводов холодной напрессовкой припоя ПОС-61 сечением 0,4X0,8 мм и укладки ИС в технологические кассеты. Каждый модуль оснащен комплектами кассет для загрузки и выгрузки, в нем находится по 18 кассет с 50 ИС в кассете. Производительность линии составляет 900 эл./ч.
Для повышения производительности сборочных автоматов элементы упаковывают в технологические кассеты (для ИС) или липкую ленту. Подача из магазинов является более дешевым способом, так они могут многократно использоваться, но подача с ленты более универсальна. Элементы могут вклеиваться в ленту одного номинала (для автоматических линий) или разных номиналов и типоразмеров по программе (для отдельных автоматов). В последнем случае применяются комплектующие автоматы переклейки элементов, их производительность в зависимости от типа колеблется от 2 до 15 тыс. эл./ч. Автомат переклейки, выпускаемый отечественной промышленностью (например, ГГМ1.139.001), характеризуется следующими параметрами: длина корпуса вклеиваемого ЭРЭ - 6 .20 мм, диаметр корпуса - 2 .8 мм, длина вывода 20 .25 мм, диаметр вывода 0,6 . 1 мм, ширина ленты - 6 мм, ширина вклейки 53, 63, 73 мм, шаг вклейки 5, 10 и 15 мм, число программируемых элементов - 20.
Интересное из раздела
Цифровой КИХ-фильтр для частотной селекции измерительных сигналов
Цифровой фильтр (ЦФ) - устройство, пропускающее, либо подавляющее заданные в цифровой форме сигналы в определенной полосе частот. В отличие от аналоговых фильтров, у кото ...
Исследование узлов и систем автоматического регулирования
Объектом исследования данного курсового проекта
является системы автоматического регулирования, их виды, элементарные звенья и
их математические модели с те ...
Расчет характеристик сигналов и каналов связи
На
современном этапе развития перед железнодорожным транспортом стоят задачи по
увеличению пропускной и провозной способности, грузовых и пассажирск ...